設計のコツ
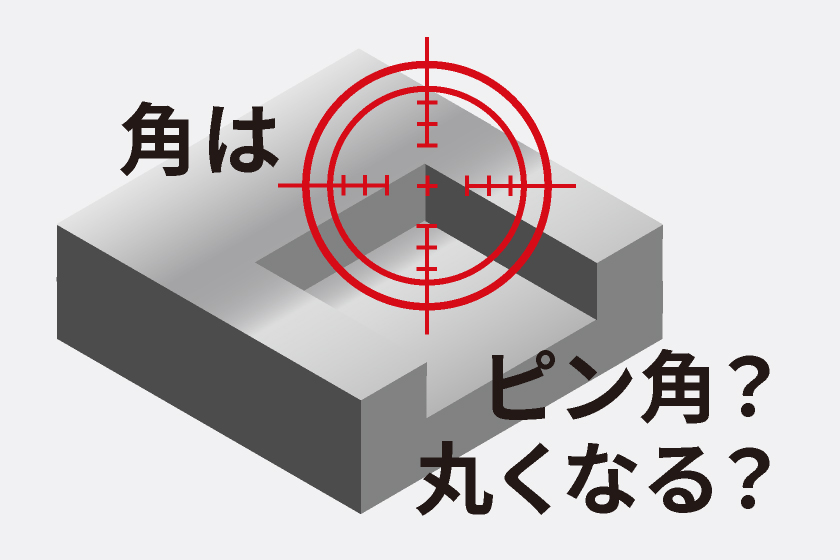
角は丸くなるんです
ご依頼図面によく見かける切削加工部『R=0』『ピン角』のご指示。
実際の切削加工(フライス加工)では、この『ピン角』は不可能なんです。
どうしてもどこかの角は“丸くなるんです”。
具体的な例を出して、どうしてどこの“角が丸くなるのか”、ご説明していきます。
気持ちも丸くして、読んでもらえるとうれしいです。
2022.09.06
金属加工の情報を発信するメディア

NPSでは、タップ加工のご注文を数多く頂きます。
その中で時々、タップが無駄に深く設計されている図面を目にすることがあります。
コストダウンの面からも、強度の面から見ても、デメリットでしかない場合があります。
今回はタップの深さ、太さの関係をお話します。

そもそもこういう場合、「設計」と「加工」の立場の都合のお話になるのですが、ほとんどの場合において、「設計」の都合が優先される場合が多いです。
しかし、そこには余計なコストや無駄な加工時間が発生しており、改善すべき永遠の課題であると言えると思います。
具体的に例を出して見ていきましょう。
40mmの板厚で、M5、深さ20のタップ加工の指示が入っています。

部分拡大図

上記の図面のように、止まりタップがある加工は一般的に良く目にすると思います。
このタップ深さですが、「加工」の都合からして[タップ径×2.5倍]ぐらいが限界です。
例えばタップ径M5なら、[5×2.5=12.5]なので深さ12.5の深さが限界と考えてください。
そもそもそれを超える深さのタップが必要なときは「設計」の都合としても無いはずなんです。
強度が必要であればタップ径を大きくする方向で検討頂けると良いです。
もちろん[タップ径×2.5倍]を超える加工も良く見られるので何とか加工するのですが、工具の選定に気をつけたり加工の途中でタップが折れてしまうリスクが高くなってしまいます。
「設計」の都合と「加工」の都合、良い関係を築くことができれば素晴らしいと思います。
この事を参考に、あなたの図面のタップの深さをチェックしてみてください。
「設計」の都合になっていれば、修正してみてください。
コスト、納期の問題も改善されますよ!
この他、金属加工に関するご相談はお気軽にこちらからどうぞ!
【関連記事】
角は丸くなるんです
ご依頼図面によく見かける切削加工部『R=0』『ピン角』のご指示。
実際の切削加工(フライス加工)では、この『ピン角』は不可能なんです。
どうしてもどこかの角は“丸くなるんです”。
具体的な例を出して、どうしてどこの“角が丸くなるのか”、ご説明していきます。
気持ちも丸くして、読んでもらえるとうれしいです。
2022.09.06
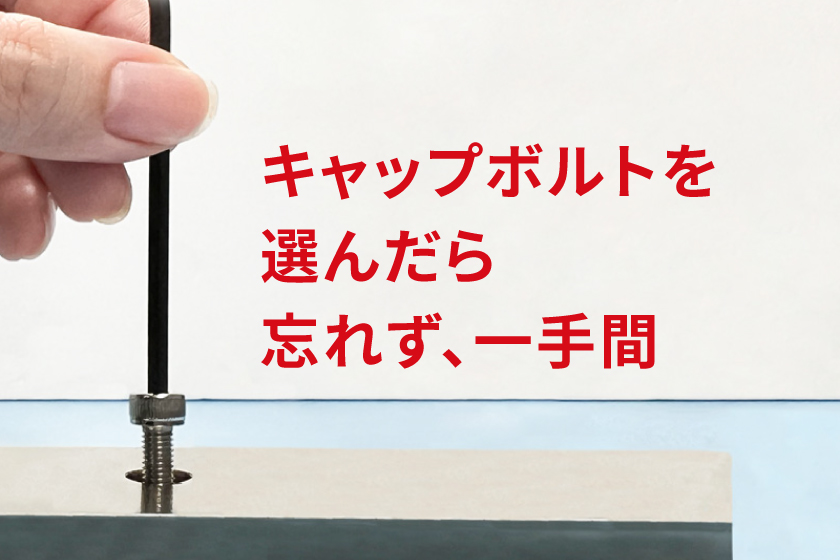
出るボルトは打たせず、未然に防ぐ−ザグリ編
ボルトの頭が六角形の形をした『キャップボルト(六角穴付きボルト)』を使う場合、頭が飛び出ないように、締結力を強くするために『ザグリ』加工をおこないます。
ボルト一つ、あなどるなかれ。ボルトのサイズ、ザグリの深さがとても重要で、最後の仕上がりの明暗を分けてしまいます。
NPS®からのお願いです!『この一手間』を忘れないでください!!
2023.05.12

許せる?許せない?公差の世界〈切削加工編〉
金属加工を注文する際に図面に書くサイズと
実際に仕上がった金属加工品との間には、どうじても原材料、設備、作業者、作業方法により誤差が生じます。
この誤差をどこまで許容するか、そのサイズ幅・許容範囲を『公差』といいます。
この『公差』、上手く“許せる箇所”・“許せない箇所”を決めてあげると、コストや納期の面で良い恩恵があります。
前回は、〈板金編〉のお話をしましたが、今回は〈切削編〉。
加工方法によって要求できる『公差』が違うので、「ここの部品は板金だな」「ここの部品は切削だな」とご自身の図面を思い出しながら読んでみてください。
2022.12.01