フライス加工で使う工具『エンドミル』の形状と動きに理由あり!
今回は設計される上で、どうしても不可能な(コストが掛かりすぎる)加工があることを知っていただく事と、設計から金属加工の発注までのフローがスムーズになるというお話です。
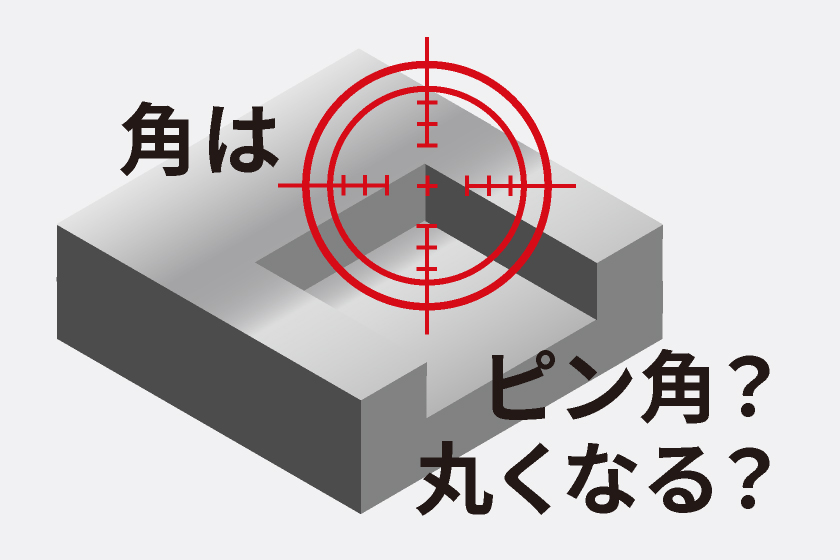
さて、金属加工会社から「ここの角は、Rがつきます」と『隅R』について言われたことはありませんか?
このお話、切削加工の中でもフライス加工でおこる事なのですが、この加工は『エンドミル』という先が刃物になった回転工具を使って切削をおこないます。この工具と加工方法は目的の形状に削り出すために最もポピュラーな方法となっています。

このように『エンドミル』が回転しながらワークを削っていくので、折り返し部分の外径が『エンドミル』の刃物の半径分だけ、Rがつきます。
『角は丸くなる』と覚えてください。
このように、どうして『ピン角』にならないか、どうしても丸くなるのか、お分かりいただけましたか?
また、この角が丸くなる箇所を『隅R』と呼び、図面に落とし込む際は、『R=隅アールの大きさ』を指定することをお忘れなく!これ以上大きくならなくて欲しいという『最大許容R』を指示頂けると尚ベストです。
ちなみに、ほとんどの場合は、最小サイズ『R=2』で加工ができます。難削材や加工深さが深い場合はもっと大きなRでお願いすることもあります。

どこに隅Rを付けるのか、『エンドミル』の動きをシュミレーション
どうしても『ピン角』が良いという場所があるときは、形彫り放電加工という方法もありますが、2倍、3倍ものコストがかかってしまい、「この製品に、このコストは無理!」な結果になると思いますので、NPS®では、『ニガシ』を作る形状で仕上げたり、エンドミルの動かす向きを変えて対応いたします。


どこに隅Rが付いてしまうのか分からない場合は、頭の中でエンドミルを動かしてみてください。そうすると、イメージしやすいと思います。
金属加工の仕組み上、どうしてもできない加工もあります。その制限ある中で、いかに機能・性能を落とさない工夫を反映しながら設計ができるか、NPS®の金属加工マイスターがちゃんと事前に見逃すこと無く、アドバイスさせて頂きます。
来たれ!隅Rの図面!!
金属加工のご依頼やお見積り、ご相談はこちらから、どうぞ!