設計のコツ
そのタップ深さ、そんなに必要ですか?
NPSでは、タップ加工のご注文を数多く頂きます。
その中で時々、タップが無駄に深く設計されている図面を目にすることがあります。
コストダウンの面からも、強度の面から見ても、デメリットでしかない場合があります。
今回はタップの深さ、太さの関係をお話します。
2021.02.03
金属加工の情報を発信するメディア

設計者の方は、金属加工を注文する際に図面に寸法を指定されます。でも実際に仕上がった金属加工品との間には、どうじても誤差が生じます。
この誤差をどこまで許容するか、その寸法幅・許容範囲を『公差』といいます。
許せる箇所が少なければ少ないほど、厳しい精度を求めれば求めるほど・・・
コストに関係してくる『公差』、効率よく『公差』を求めたい時のお話をします。

公差、それは精度を左右する重要な単語・・・。
設計者にとっても加工現場にとっても、耳の痛い単語です。
設計者の方は、金属加工を注文する際に図面に寸法を指定されます。でも実際に仕上がった金属加工品との間には、どうしても誤差が生じます。
この誤差をどこまで許容するか、そのサイズ幅・許容範囲を『公差』といいます。
「許し代(ゆるししろ)」なんて言う人も、居るとか居ないとか。
この公差、どこまで許容できるのか、具体的に図面にサイズ幅を書き込みます。
ただ、どの値にも公差を書き込む必要はありません。
そんなルールを強いられると、図面が値だらけに・・・
そこで、『日本中、この範囲なら許してあげる♡』なんていう基準値をJISが定めていてくれるんです。
ありがたい。ありがたい。
この基準値を一般公差、普通公差と呼びます。
要はこの一般公差から外れる厳しい公差が必要な箇所だけ、図面に値を書き込めばいいんです。
ありがたい。ありがたい。
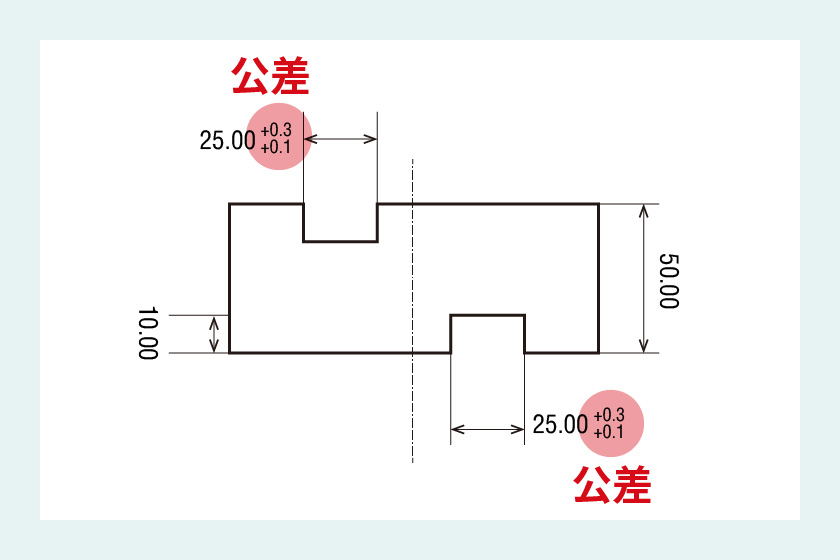
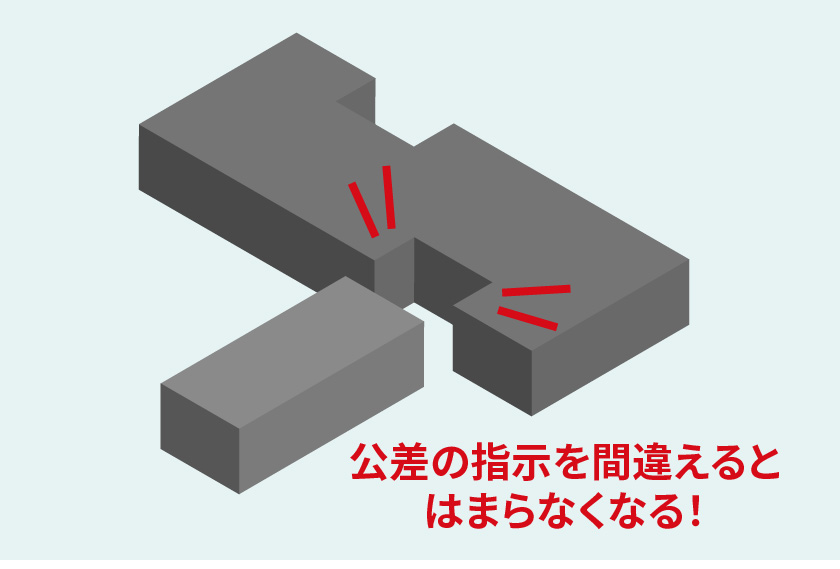
しかし!!!!!!ということは、書き漏らしていると・・・
どうしても、「ここにきれいに納めないといけない」などの制限があるのに、うっかり公差を書き漏らして、一般公差が適用されてしまって、組立の際にはまらない・・・なんて悲劇は絶対に避けたいものです。
そのために、まずは一般公差を知らないと話が始まりません。
さて板金加工と切削加工では公差が異なります。
ここでは、NPS®が得意とする板金加工の一般公差をご紹介します。
この長さ、角度の2つの表では、『中級』を見てください。
※JIS B 0405:1991より抜粋
長さ寸法に対する公差
| 公差等級 | 基準寸法の区分 | |||||||
| 記号・説明 | 0.5※以上 3以下 |
3を超え 6以下 |
6を超え 30以下 |
30を超え 120以下 |
120を超え 400以下 |
400を超え 1000以下 |
1000を超え 2000以下 |
2000を超え 4000以下 |
| f・精級 | ±0.05 | ±0.05 | ±0.1 | ±0.15 | ±0.2 | ±0.3 | ±0.5 | − |
| m・中級 | ±0.1 | ±0.1 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 |
| c・粗級 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 | ±3 | ±4 |
| v・極粗級 | − | ±0.5 | ±1 | ±1.5 | ±2.5 | ±4 | ±6 | ±8 |
単位:mm
※0.5mm未満の基準寸法に対しては、その基準寸法に続けて許容差を個々に指示する。
角度寸法の公差
| 公差等級 | 対象とする角度の短い方の辺の長さ(単位mm)の区分 | ||||
| 記号・説明 | 10以下 | 10を超え 50以下 |
50を超え 120以下 |
120を超え 400以下 |
400を超え るもの |
| f・精級 | ±1° | ±30′ | ±20′ | ±10′ | ± 5′ |
| m・中級 | |||||
| c・粗級 | ±1°30′ | ± 1° | ±30′ | ±15′ | ±10′ |
| v・極粗級 | ±3° | ± 2° | ± 1° | ±30′ | ±20′ |
次は、プレス加工です。
打抜きと曲げ・絞りの2つの表では、『B級』を見てください。
※JIS B 0408:1991 より抜粋
打抜きの公差
| 基準寸法の区分 | 等級・A級 | 等級・B級 | 等級・C級 |
| 6以下 | ±0.05 | ±0.1 | ±0.3 |
| 6を超え30以下 | ±0.1 | ±0.2 | ±0.5 |
| 30を超え120以下 | ±0.15 | ±0.3 | ±0.8 |
| 120を超え400以下 | ±0.2 | ±0.5 | ±1.2 |
| 400を超え1000以下 | ±0.3 | ±0.8 | ±2 |
| 1000を超え2000以下 | ±0.5 | ±1.2 | ±3 |
単位:mm
備考:等級・A級、B級、C級は、それぞれJIS B 0405の公差等級f、mおよびcに相当する。
曲げ・絞りの公差
| 基準寸法の区分 | 等級・A級 | 等級・B級 | 等級・C級 |
| 6以下 | ±0.1 | ±0.3 | ±0.5 |
| 6を超え 30以下 | ±0.2 | ±0.5 | ±1 |
| 30を超え120以下 | ±0.3 | ±0.8 | ±1.5 |
| 120を超え400以下 | ±0.5 | ±1.2 | ±2.5 |
| 400を超え1000以下 | ±0.8 | ±2 | ±4 |
| 1000を超え2000以下 | ±1.2 | ±3 | ±6 |
単位:mm
備考:等級・A級、B級、C級は、それぞれJIS B 0405の公差等級f、mおよびcに相当する。
以上4つ、板金加工の主要な一般交差をご紹介しましたが、いくら『中級を見てね』『B級を見てね』とはいえ、サイズによって公差が違うんです…。
これは、これで覚えられるものじゃないですよね。
そこでNPS®は、板金加工に関する公差をもっと簡単にしました!
板金加工をご依頼いただく際は、
±0.5mmよりも厳しい公差の場合のみ、公差を書き込んでください。
具体的に公差が書き込めない場合は、目的を教えてください。
どうですか?これなら、『±0.5mm』と覚えるだけ!
許せるか、許せないか、それは『±0.5mm』で決める!
くれぐれも、『公差の書き忘れ』だけにはご注意を!
公差指定がある図面も、指定が無い図面も、こちらからNPS®にお送りください。不安な場合はご相談内容に合わせて、アドバイスいたしますので、フォームの『ご相談、ご要望など』の欄に、使用用途や目的を詳しく入力してください。
お待ちしてまーす!
【関連記事】

そのタップ深さ、そんなに必要ですか?
NPSでは、タップ加工のご注文を数多く頂きます。
その中で時々、タップが無駄に深く設計されている図面を目にすることがあります。
コストダウンの面からも、強度の面から見ても、デメリットでしかない場合があります。
今回はタップの深さ、太さの関係をお話します。
2021.02.03
角は丸くなるんです
ご依頼図面によく見かける切削加工部『R=0』『ピン角』のご指示。
実際の切削加工(フライス加工)では、この『ピン角』は不可能なんです。
どうしてもどこかの角は“丸くなるんです”。
具体的な例を出して、どうしてどこの“角が丸くなるのか”、ご説明していきます。
気持ちも丸くして、読んでもらえるとうれしいです。
2022.09.06
出る皿ボルトは打たせず、未然に防ぐ−皿モミ編
ボルト(ネジ)の頭がお皿の形をした『皿ボルト(ネジ)』を使う場合、頭が飛び出ないようにする『皿モミ』加工をおこないます。
ボルト一つ、あなどるなかれ。ボルトのサイズがとても重要で、最後の仕上がりの明暗を分けてしまいます。
NPS®からのお願いです!『この一手間』を忘れないでください!!
2022.10.11